






















Aseptic connectors and closed single-use assemblies are not just accessories. In bioprocessing, they define how safely media, buffers, intermediates and product move from one step to the next without opening the process unnecessarily.
The real value comes from the full assembly, not from one connector alone. Port layout, tubing length, venting, filters, sampling, end fittings and the bag or platform around them all influence whether the workflow feels controlled or fragile in daily operation.
Choose closed single-use assemblies when your process needs sterile transfer, faster setup and fewer open handling steps, but evaluate the whole assembly, including ports, lines, filters, connectors and support equipment, not just the connector type.
Why closed single-use assemblies matter
In a closed single-use workflow, the assembly is designed to move liquids and process additions without opening the product-contact path more than necessary. That has a direct effect on sterility assurance, operator consistency and setup speed, especially in media preparation, buffer handling, sampling or transfer steps linked to upstream and downstream processes.
The connector is only one part of that logic. The more useful question is whether the full assembly, ports, tubing, vent filter, sampling route and terminal fittings, helps the team perform the step cleanly and repeatedly under real operating conditions.

The right closed assembly reduces handling ambiguity. Operators do fewer improvised connections, fewer route changes and fewer unnecessary open interventions during the run.
Closed assembly vs open handling
This is where the decision becomes practical. The goal is not to remove every manual step, but to reduce the number of moments where the process becomes exposed, slowed down or difficult to repeat.
Closed single-use assembly
- Fluid path defined before use.
- Ports and end fittings aligned with the process step.
- Lower dependence on improvised handling during execution.
- Better fit for repeatable sterile transfer routines.
Open or partially open handling
- More operator-dependent steps.
- Higher risk of routing mistakes or unnecessary exposure.
- Can slow down repetitive workflows.
- Often becomes fragile when the process grows more complex.
For that reason, many teams do not evaluate connectors in isolation. They evaluate whether the assembly behaves like a complete transfer path that can be installed, checked and used without creating avoidable friction.
Where connectors really matter
Connector choice matters most at the points where the process changes state, one bag to another, one unit operation to the next, one addition route into the system, or one sampling step that must not compromise the rest of the assembly.
Typical decision points
- Media or buffer transfer into a preparation or mixing step.
- Bag-to-bag transfers inside a closed single-use path.
- Sampling routes that need to stay practical but controlled.
- TFF-related connections where the bag and flowkit must stay organised and easy to manipulate.
- Assembly terminals that need to match plant-side or equipment-side interfaces.
In TECNIC’s current single-use pages, connector and end fitting options appear as part of the configurable assembly. Depending on the reference and the process layout, the pages mention options such as quick couplers, Tri-Clamp aseptic connectors, C-Flex 374 and Luer connections, together with boat ports, sampling options and vent/filter arrangements.

Common mistakes teams make
This is where many assemblies stop being efficient. The hardware can be good, but the workflow becomes weaker when the assembly is specified too late or too generically.
The connector matters, but if the tubing logic, venting and port locations do not support the step, the assembly will still be awkward to use.
An assembly that looks correct on paper can become slow and error-prone if lines cross, drain badly or force uncomfortable handling.
Sampling points should be defined early, not added later when the rest of the layout is already constrained.
A closed assembly only works well when the consumable and the equipment around it are specified together.
Do not ask only which aseptic connector to use. Ask whether the full assembly will make the step cleaner, faster and easier to repeat.
Selection checklist
A short checklist usually works better than a long specification list at the start of the project.
How the TECNIC portfolio fits this workflow
On the TECNIC pages reviewed, connectors and closed-routing features are presented as part of the single-use assembly design rather than as isolated standalone components. That is actually a practical way to evaluate them, because it keeps the focus on the process route instead of the connector alone.
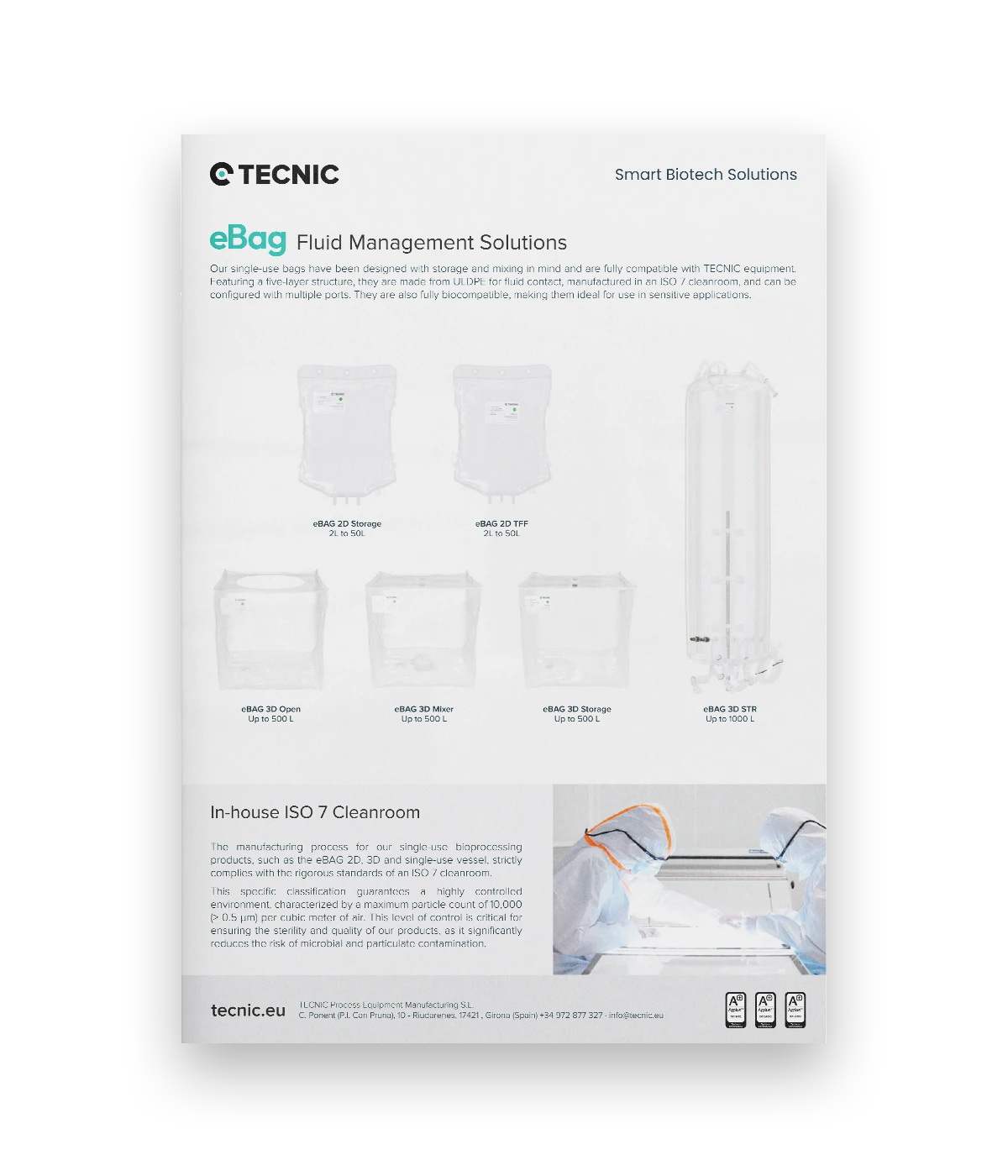
eBAG 2D Storage
Designed for storage with custom porting, eBAG 2D Storage is presented with 2 or 3 configurable ports and connector options such as quick couplers, Tri-Clamp aseptic connectors, C-Flex 374 and Luer connectors.
eBAG 2D TFF + dedicated flowkit
For downstream single-use routes, eBAG 2D TFF is shown as compatible with TECNIC TFF systems together with a dedicated flowkit and boat-port-based organisation of the process path.
eBAG 3D Mixer
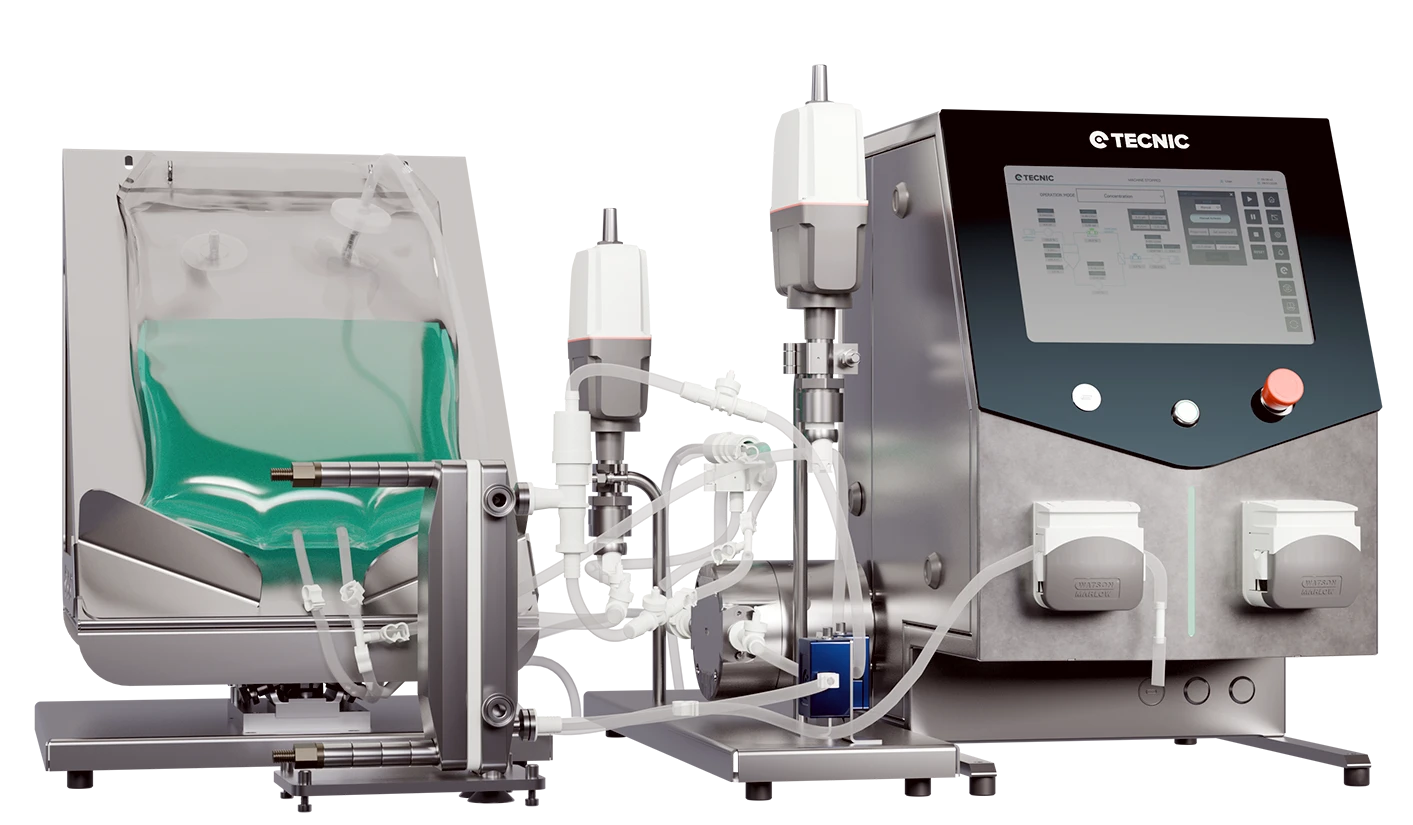
In the current page, eBAG 3D Mixer is described with 4 to 11 configurable ports, vent with 0.22 µm filter, sampling, optional pH and conductivity sensors, and connectivity options such as Tri-Clamp, aseptic connectors, C-Flex 374, Luer and quick couplers.
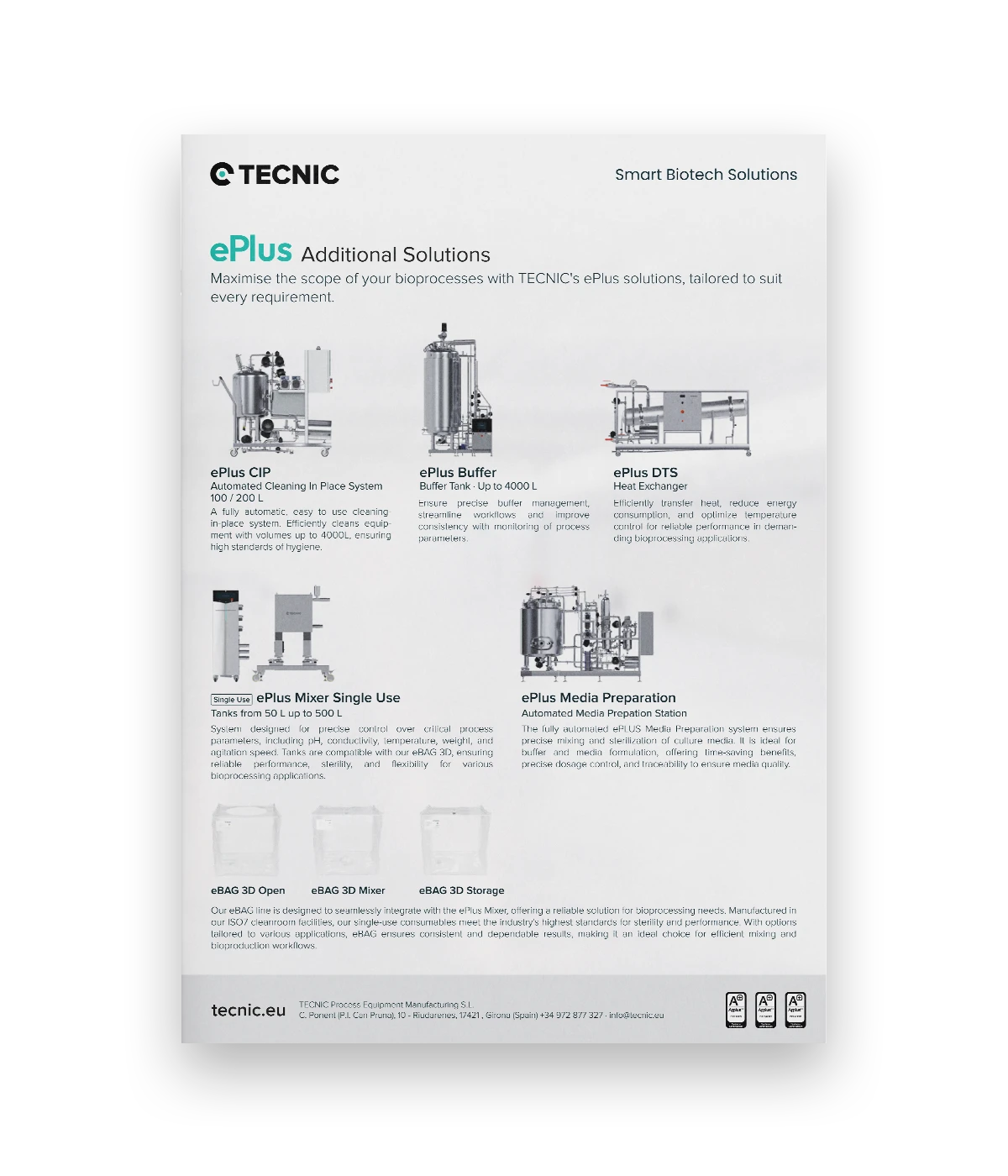
ePlus Mixer SU
ePlus Mixer SU adds the platform logic around the bag, supporting media and buffer preparation, mixing, temporary storage, and optional control of pH, conductivity and temperature in 50 to 500 L workflows.
This product section is intentionally written as a workflow bridge. It keeps the article useful for informational and decision-stage searches while still connecting the reader to real TECNIC solutions.
Frequently asked questions
Are aseptic connectors enough to make a process closed?
No. A connector helps, but the closed logic depends on the full route, ports, tubing, filters, sampling and how the assembly is installed and used in practice.
What matters more, the connector or the bag?
Neither in isolation. The useful decision is how the connector, bag, line set and support equipment behave together during the real process step.
Why do custom ports matter so much?
Because they determine whether filling, additions, venting, sampling and drain routes are easy to use or become a source of handling errors.
Can closed single-use assemblies help in both upstream and downstream workflows?
Yes. They are useful wherever sterile transfer, controlled additions or closed liquid handling reduce handling risk and simplify execution.
What should be defined first before requesting an assembly?
Start with the process step, the route of the liquid, the required ports and the interfaces the assembly has to match. The connector choice makes more sense after that.
Reviewing closed single-use routes for your process?
Explore the TECNIC single-use range or speak with our team to review the right bag, porting and assembly logic for your workflow.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}