






















Viral vectors, virus-like particles and AAV-based approaches are helping reshape modern medicine because they offer more precise ways to deliver genetic material, stimulate immunity and build new therapeutic strategies.
Even though these technologies are often mentioned together, they do not play the same role. Some are used mainly for gene delivery, others for vaccine design, and some sit in the middle as flexible platforms with multiple medical applications.
Viral vectors are mainly used to carry genetic material into cells, VLPs are used to trigger immune responses without infection risk, and AAV-based approaches are especially relevant for safe and durable gene delivery.
Why viral vectors, VLPs and AAV-based approaches matter
These technologies matter because they expand what medicine can do beyond conventional drugs. Instead of only blocking a pathway or reducing symptoms, they can deliver genes, train the immune system more specifically or support therapeutic strategies designed around the biological cause of disease.
This is why they appear so often in conversations around gene therapy, vaccines and advanced therapies. They are not interchangeable, but they all contribute to a more targeted medical approach.
These technologies are important not because they are novel, but because they allow more precise biological action than many conventional approaches.
What each one does
The most useful way to understand the field is to separate the role of each platform instead of grouping them into one broad category.
Viral vectors
Used mainly to deliver genetic material into specific cells, especially in gene therapy applications where the goal is to restore or modify cell function.
VLPs
Virus-like particles mimic the external structure of viruses but do not contain infectious genetic material, which makes them especially valuable in vaccine design.
AAV-based approaches
AAVs are especially relevant for gene delivery because they are widely considered a safer and more durable vector platform in many therapeutic contexts.
This distinction matters because the production strategy, quality controls and downstream requirements are not identical across these three areas.
Where they are being used
The field is broad, but the article highlights three major areas where these platforms are especially relevant.
VLPs and vector-based approaches are supporting vaccine development against infectious diseases and broader immune-based strategies.
Viral vectors, especially AAVs, are strongly linked to inherited disease treatment and precision genetic intervention.
These platforms are also increasingly relevant in cancer research and therapeutic development.
Why production is challenging
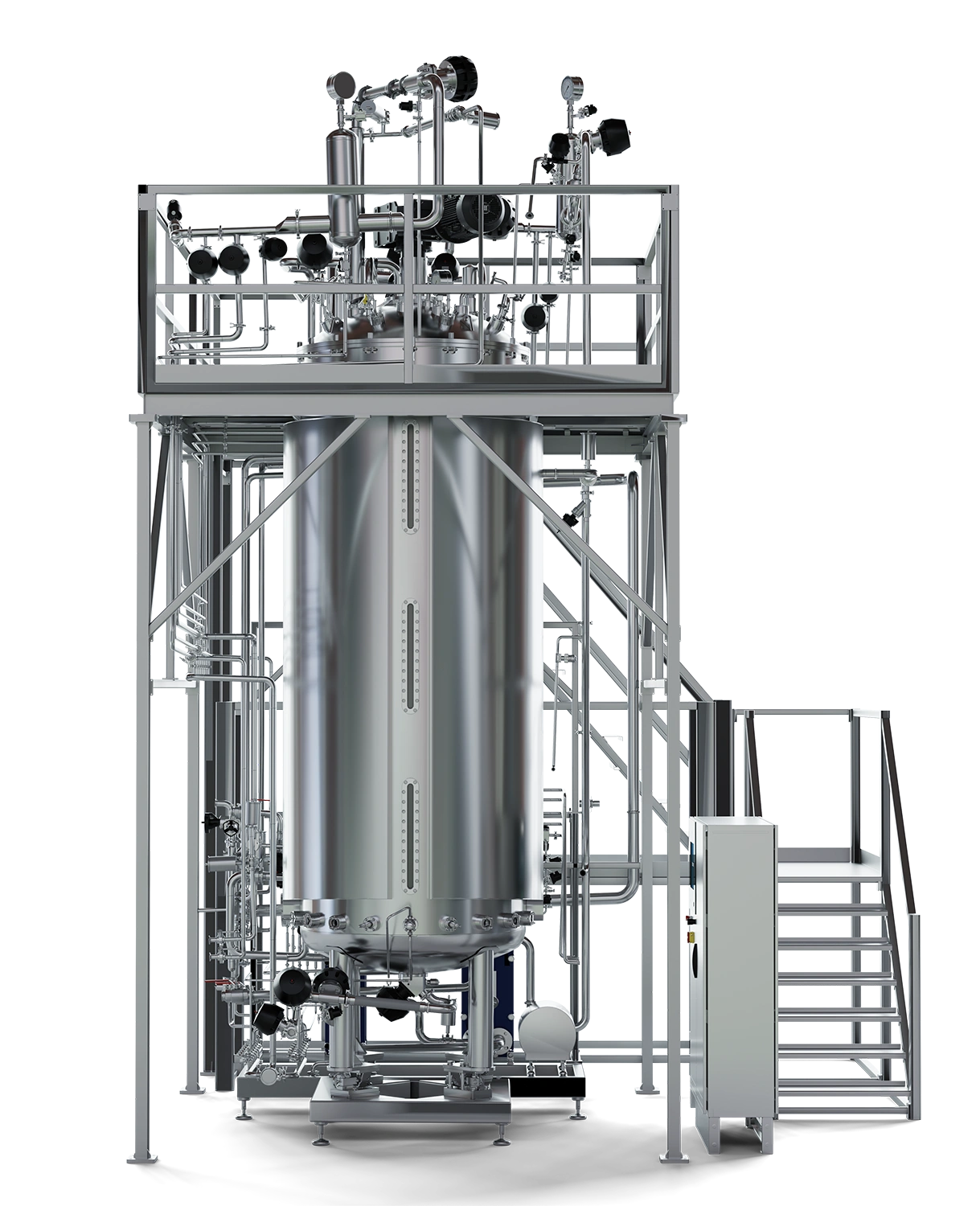
Research progress alone is not enough. Viral vectors, VLPs and AAV-related platforms only become broadly useful when they can be produced at the right quality, purity and scale.
The article is very clear here: industrial production is challenging, highly controlled and dependent on specialised bioprocessing equipment. That includes both upstream cell growth and the downstream separation and concentration steps needed to isolate the target material.
The success of these therapies depends not only on the biological idea, but also on whether the process can be run reproducibly and at scale.
What bioprocess teams should check
A useful process review should go beyond the therapeutic promise and focus on what the manufacturing route actually demands.
How TECNIC fits this production landscape
The article connects the therapeutic side of the topic with a very practical production point: if viral vectors, VLPs and AAV-based strategies are going to make a broad impact, they need bioprocessing systems that support large-scale growth, control and purification.
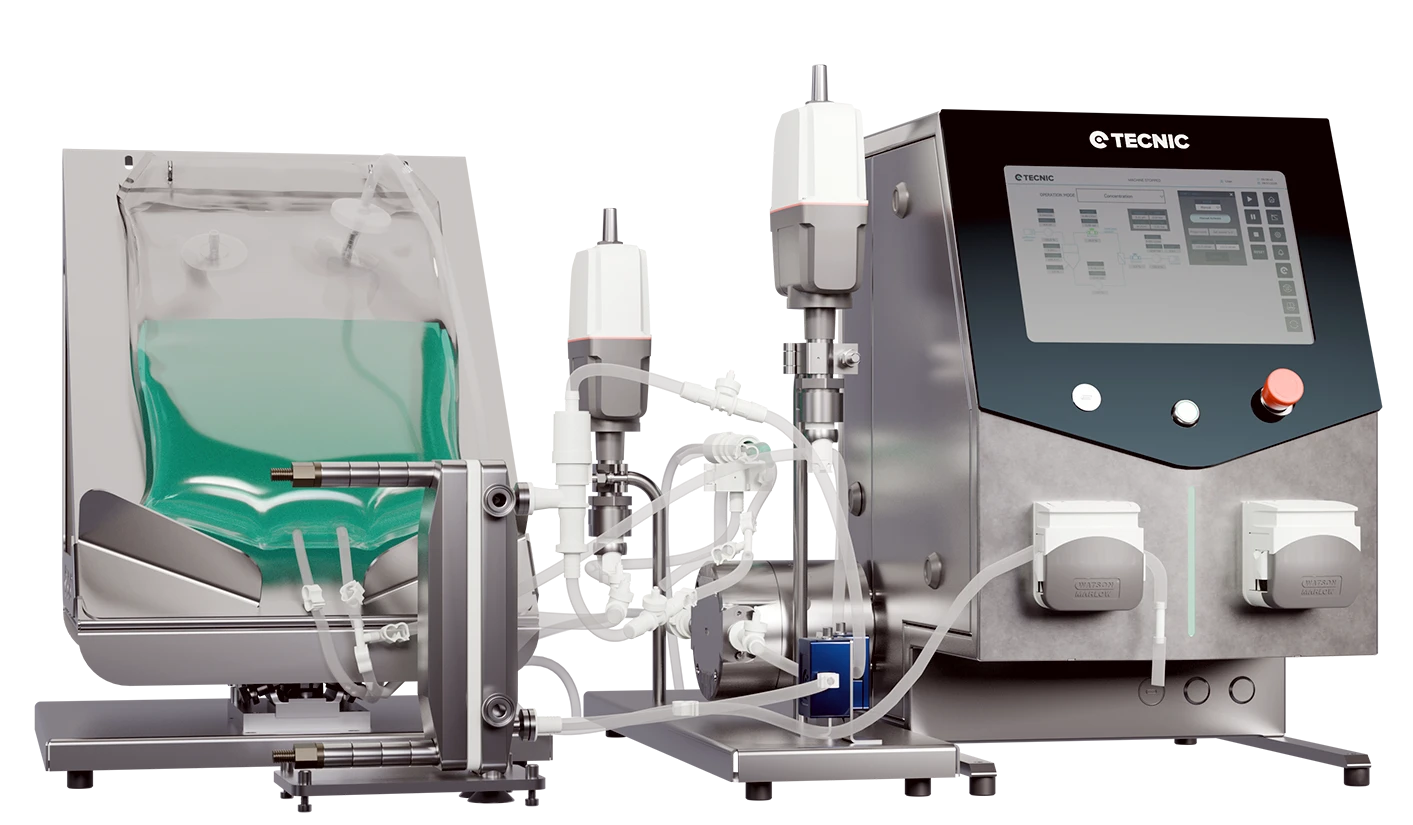
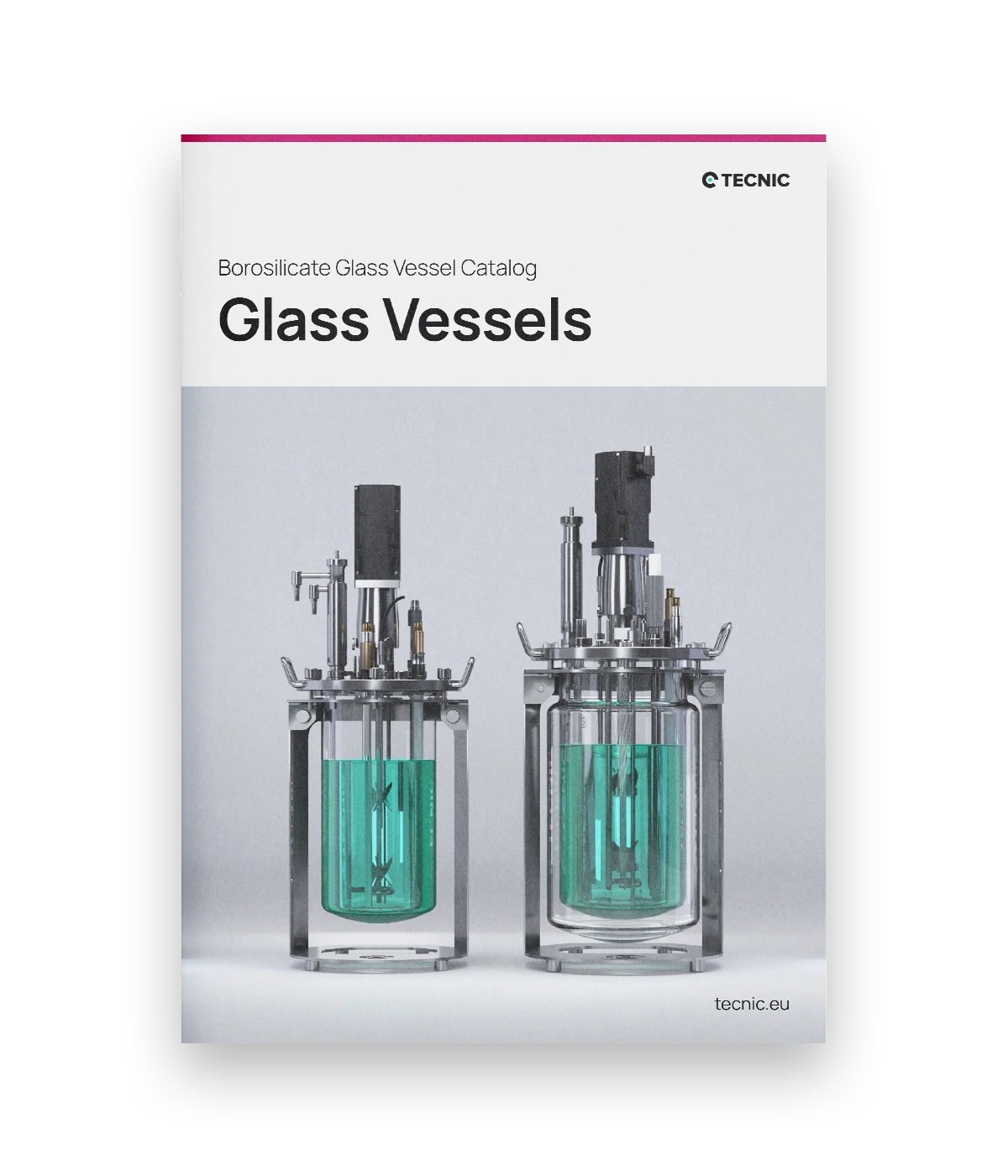
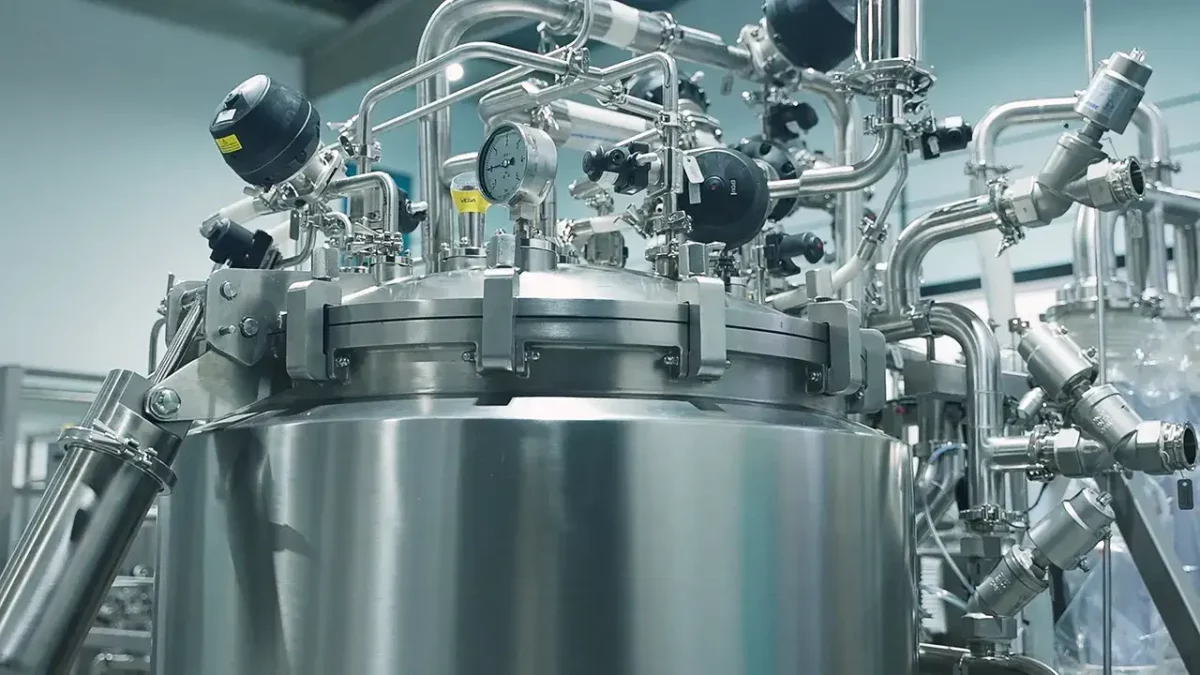
Bioreactors
The clearest equipment bridge in the article, positioned as the core platform for controlling cell growth and expansion in large-scale production.
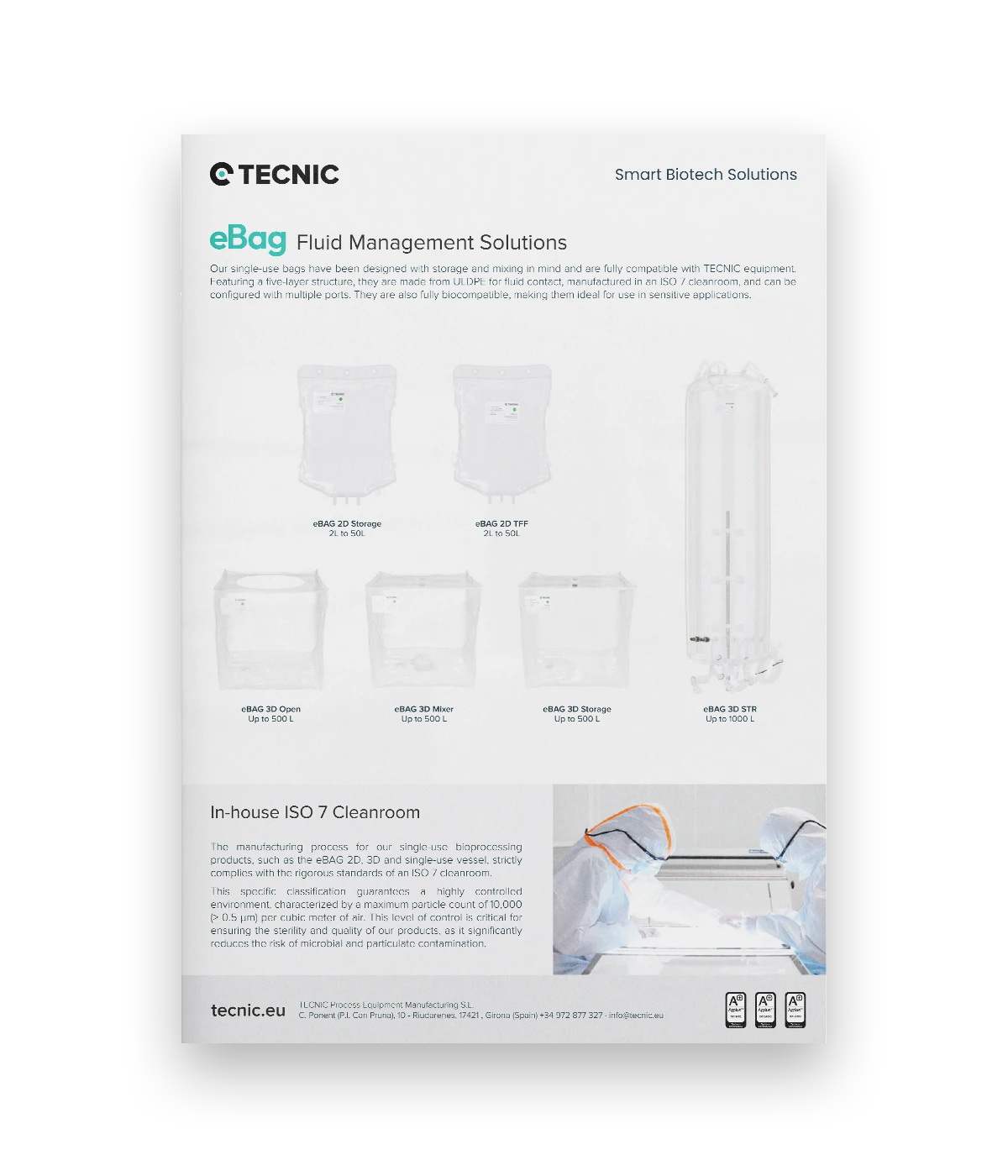
TFF systems
Since the article also points to the need for advanced purification technologies, TFF systems are a natural downstream bridge from this topic.
Advanced purification workflows
The production challenge is not only upstream. Clarification, concentration and separation all become relevant in this space.
Contact TECNIC
For teams exploring vaccine or gene-delivery manufacturing routes, a technical discussion is often the most practical next step.
This final section keeps the bridge practical. The topic is scientific, but the value for TECNIC appears when that science becomes a real production challenge.
Frequently asked questions
What are viral vectors?
They are modified viruses used to deliver genetic material into cells for therapeutic purposes.
What are VLPs?
They are virus-like particles that mimic viruses structurally but do not contain infectious genetic material.
What is the difference between viral vectors and VLPs?
Viral vectors are mainly used for gene delivery, while VLPs are mainly used to stimulate immunity without causing infection.
Why are AAVs so important?
Because they are widely recognised as a promising vector platform for safe and durable gene delivery in many therapeutic contexts.
Why is production such a major challenge?
Because scaling these platforms requires tight control of upstream growth, downstream purification and overall process reproducibility.
Planning production for advanced therapies or vaccine platforms?
Explore TECNIC’s bioreactors and TFF systems or speak with our team to review the right process path for scalable production.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}